For shell-type products with uneven wall thickness, is a needle valve gate better or an open gate?
Many people assume that a needle valve gate is always superior to an open gate. However, there is no absolute right or wrong answer — the best choice must be based on a detailed analysis of the specific product. Our goal is to select the most cost-effective solution that achieves high production yield and quality.
Here is an actual case for analysis:
The product measures 220 × 150 × 125 mm, with wall thickness transitioning from 7.75 mm down to 3.75 mm, showing significant variation.
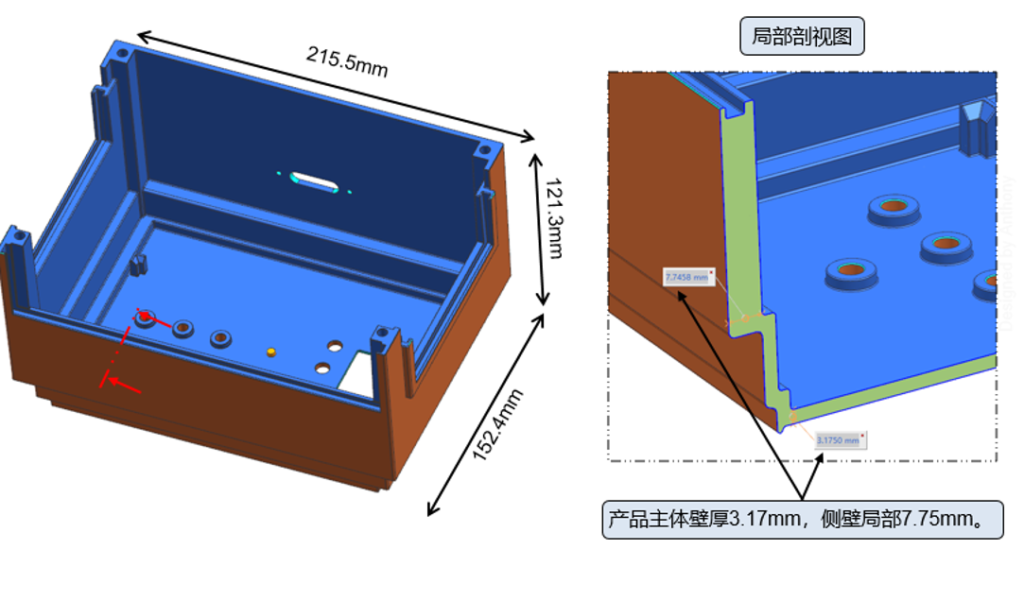
When we initially tried a needle valve gate by placing the gate directly on the top of the product, there was a high risk of large deformation. Because the thin gate area (3.17 mm) freezes first while the thicker side walls (7.75 mm) are still molten, the packing pressure window becomes very narrow. This leads to uneven shrinkage and significant warpage.
Given the large difference between the main wall thickness and the side walls, we had concerns about (1) filling difficulty and (2) deformation issues. Ultimately, we chose using an open hot runner system:
This approach requires consideration of the following factors:
Additional post-molding cost to remove the gate;
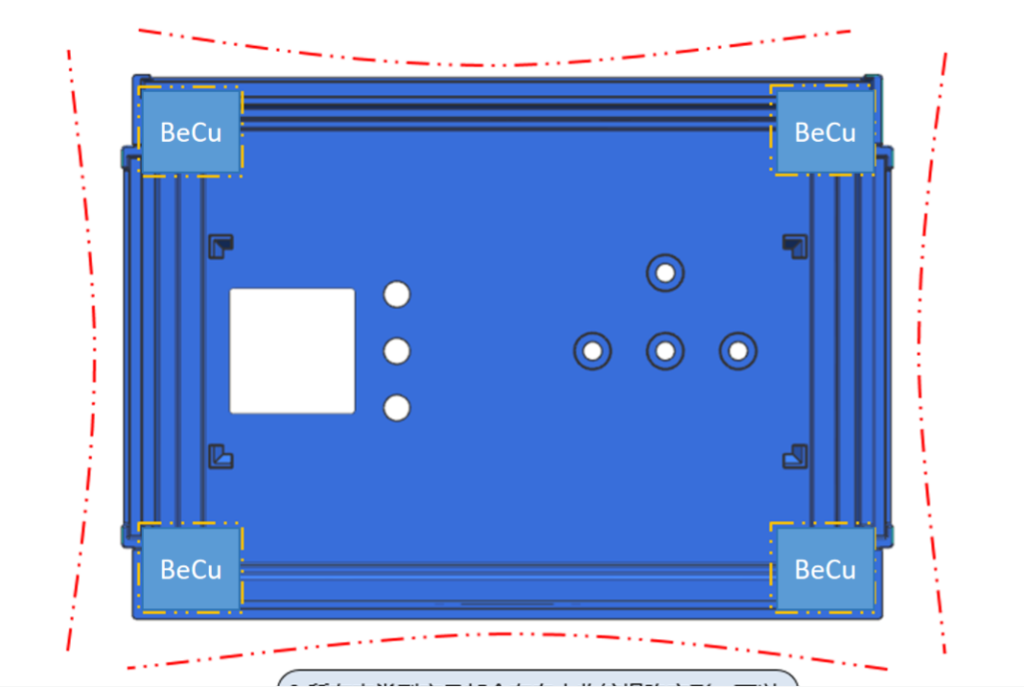
Beryllium copper cooling inserts needed at the four corners of the core;
The significant wall thickness variation will negatively affect the overall cycle time.
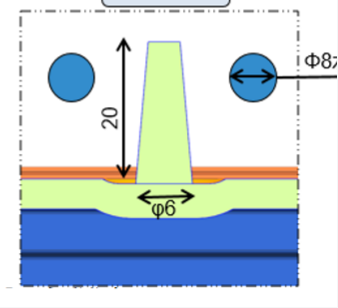
The gate is placed at the center of the product on the cavity side. A 0.5 mm deep gate recess is added at the gate location to prevent the gate vestige from protruding above the product surface after trimming. The gate diameter is φ6 mm, with an additional 0.5 mm thick overflow disc (scatter bead) added on the back side.
Advantages of this open hot runner solution:
By enlarging the gate size, premature gate freeze is avoided, which significantly widens the packing pressure window and makes it easier to control and adjust deformation.
Disadvantage:
The open hot runner leaves a material sprue (runner tail) that must be manually removed in a secondary operation, increasing labor cost.